


四、对于形状复杂或截面有急剧变化以及有效厚度较大的工件,应该进行预热;
五、有凹槽不通孔的工件、铸件和焊接件以及加工成形的不锈钢工件,一般不宜在盐浴炉中进行加热;
六、根据工件有效厚度和条件厚度(实际厚度乘以工件形状系数),镀锌管加热应有足够的保温时间;
七、马氏体不锈钢和耐热钢镀锌管淬火冷至室温后方可进行清洗、深冷处理或回火,焊接和其后的热处理之间的时间间隔不应超过4个小时;
八、根据镀锌管的要求和表面状况采用碱洗、水溶性清洗剂、氯溶剂喷砂、喷丸等方法进行清理
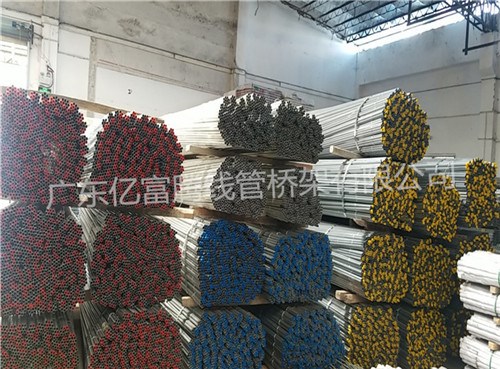
热镀锌圆管






镀锌管焊接过程中有烧损,电焊容易产生夹杂和气孔。建议选用威欧丁204SI 硅青铜焊丝焊接,这个可以控制锌烧损及烟雾的产生,焊接方式采用MAG,混合气体保护或者纯保护均可。
镀锌的东西焊接都会出现这个问题, 解决办法有2个: 每道焊缝焊2遍或2遍以上,遍时焊接电流相对大一点。焊前把镀锌端需要焊掉。
热镀锌圆管 广东亿富腾线管桥架有限公司是一家以生产制作镀锌铁线管,电缆桥架(镀锌线槽,喷涂防火线槽,铝合金线槽,不锈钢线槽,热镀锌线槽等),包塑软管,万1能角铁,C型钢等各类产品的公司。热镀锌圆管服务热线。
广东亿富腾线管桥架有限公司是一家以生产制作镀锌铁线管,电缆桥架(镀锌线槽,喷涂防火线槽,铝合金线槽,不锈钢线槽,热镀锌线槽等),包塑软管,万1能角铁,C型钢等各类产品的公司。热镀锌圆管服务热线。钢导管不得采用对口熔焊连接;镀锌钢导管或壁厚小于或等于2mm的钢导管,不得采用套管熔焊连接。
检查数量:按每个检验批的钢导管连接头总数抽查20%,并应能覆盖不同的连接方式,且各不得少于1处。
检查方法:施工时观察检查。
12.1.3 当塑料导管在砌体上剔槽埋设时,应采用强度等级不小于M10的水泥砂浆抹面保护,保护层厚度不应小于15mm。
检查数量:按每个检验批的配管回路数量抽查20%,且不得少于1个回路。
热镀锌圆管




 在线客服
在线客服 13302931408
13302931408 1058553806@qq.com
1058553806@qq.com


